


Introduction to Leather Production Process
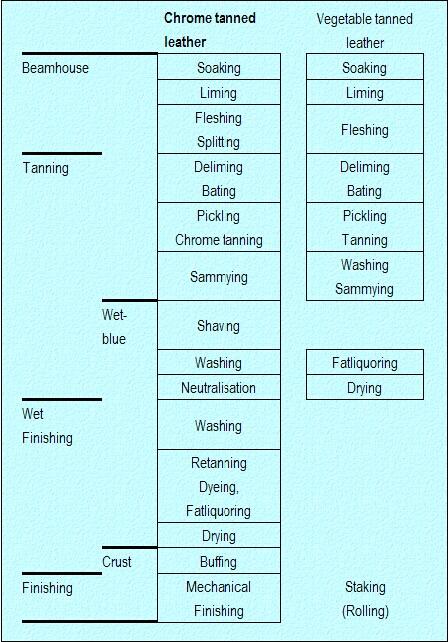
The leather production process is divided into three main stages namely beamhouse, tanning and finishing operations.In the beamhouse, there are soaking, liming, unhairing with sulfide, fleshing, trimming, deliming and bating processes to remove unwanted parts such as hair, skin, hoof, etc. The hides are then prepared for the subsequent tanning process. Tanning is to change decomposable raw hide to finished leather which is more stable, not decomposable, and resistant to weather condition and heat. After tanning, the hide or skin is kept in a comparatively stable stage for further trimming, selecting mechanical operation according to its quality. Then it is ready for sale or further processing. Finishing processes include re-tanning and fat-liquoring to improve quality of the tanned product, dyeing to achieve the customer's required colour, and spraying, pattern printing, etc to fulfill the market demand or customer requirement. Table 1-1 is the processing steps for leather production from raw hides.
Table 1-1 Process steps for the production of leather from raw hides
Beamhouse Process
Soaking
Soaking is carried out to allow hides and skins to re-absorb any water which may have been lost after flaying, to clean the hides and skins (removal of dung, blood, dirt etc), and to remove interfibrillary material. The soaking methods depend on the state of the hides. The process is mostly carried out in two steps: a dirt soak to remove the salt and dirt and a main soak.
Unhairing & liming of bovine hides
The function of liming and unhairing is to remove hair, interfibrillary components and epidermis and to open up the fibre structure…
Tanning Process
During tanning the collagen fibre is stabilised by cross-linking action of the tanning agents such that the hide is no longer susceptible to putrefaction or rotting. Furthermore their dimension stability, resistance to mechanical action and heat increase.
• mineral tannages
• vegetable tannins
• alternative tanning agents, which can be subdivided into
syntans
aldehydes
oil tannage
Chromium and vegetable tanning agents are the most commonly used tanning agents.
Finishing Process
The overall objective of finishing is to enhance the appearance of the leather and to provide the performance characteristics expected of the finished leather with respect to:
• colour
• fashionable effects
• gloss
• handle
• flex, adhesion, rub fastness, as well as other properties including extensibility, break, light- and perspiration fastness, water vapour permeability and water resistance as required for the end use……
Consumptions of Water and Chemicals of a Tannery
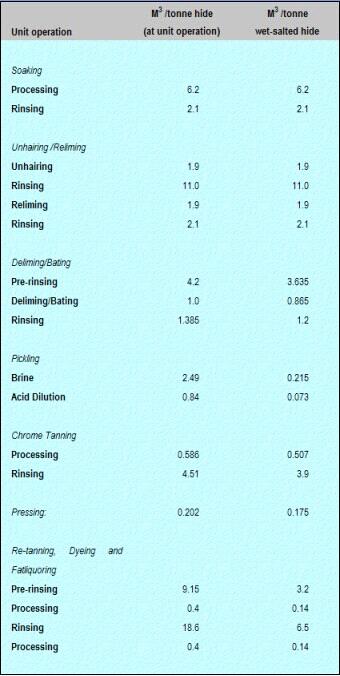
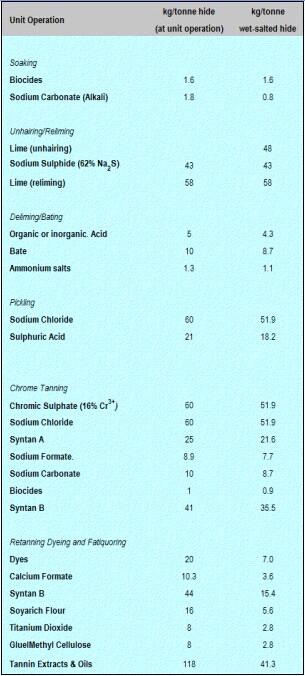
Leather tanning is a production process in which animal hides are transformed by using of water, chemicals and mechanical process. Following tables are data of the water and chemicals inputs per tannery unit operation of a tannery inSouth East Asia.
Water Inputs per Tannery Operation
Chemical Inputs per Tannery Unit Operation.
Sources of Waste
Leather production generates wastewater containing a high concentration of pollutants and solid waste. In this respect, the character of waste water, the pollution load as well as the amount of solid waste depend on the type of production process including the source of the tanning need to be identified. The main steps of leather processing which produce waste are as follows:
Salted Stocks
Preservation of raw hides is necessary to preserve raw hides from decomposition. Salt, about 20% on weight of material is normally used for pickling of raw hides. In addition, bactericides and insecticides are also used for preservation of hides. Therefore, prior to the actual tanning process, the salt must be removed which is normally carried out by shaking of the raw hides. This salt is the first type of solid waste generated by the leather tanning process……
Soaking
During this step hides are rehyrated. Surfactants and alkaline are added for the removal of dirt. The most important pollutants in soaking effluents are: salt, hide surface impurities, dirt and globular protein substances dissolved in water and salt solution……
Unhairing and Liming
Liming and unhairing is one of the steps which produce effluent with very high pollution load. Wastewater discharged from this step contains residues of hair, epidermis as well as other dirt accumulated in the hides……
Fleshing and Splitting
Hide which has been limed/unhaired will be fleshed by a scraping machine. Subsequently the defleshed hide will be split by “splitting machine”. Main waste generated from this step is fleshings and scraps from the lower part of hides……
Pelt Deliming and Bating
Pelt deliming and bating is used to reduce pH level of the pelt with the addition of ammonium salts and/or weak organic acids. Wastewater generated from this step will contain BOD, COD, salt, sulfate, ammonium, alkaline, suspended solid, and chloride. Ammonia gas is also emitted at this step.
Pickling and Chrome Tanning
Pickling is done to adjust pH level of the pelt to the range of 1.4 - 3.0 which is suitable for subsequent chrome tanning. Subsequently, basic chromium sulfate is added as tanning agent, reacting with protein in the hide. The wastewater from this step will contain acid, salt, suspended solid, BOD, COD, and chromium. Float residues will contain chromium, and will be discharged along with the effluent.
Sammying and Shaving
Sammying generates a certain amount of effluent which the composition is similar to the effluent from chrome tanning.
Neutralisation, Re-tanning, Dyeing and Fat Liquoring for Chrome Tanned "Wet-Blue"
Neutralisation is to increase the pH level to between 5 and 6 by adding sodium carbonate for the removal of residue chromium and to prepare wet-blue for subsequent re-tanning and dyeing processes. Therefore, chromium is present in the effluent from this step along with suspended solids.
Re-tanning is performed simultaneously with fat liquoring. Formic acid, syntans (synthetic tanning agent) and fat liquor are added. The chemicals which are not absorbed by the hides will be discharged along with the effluent in which chromium is also found.
Wet dyeing is usually applied to chrome tanned hides. It is to dye the entire hide. Chemicals, dyes, organic acid and hot water is applied for the completion of dyeing. All these substances are to be found in the effluent.
Vegetable Tanning Process
Vegetable tanning is carried out in rotating wooden drums by adding tanning agent extract from eucalyptus bark, quebraco tree, etc. The effluent from the subsequent two-stage washing step creates more problem. Washing of vegetable tanned hides is carried out with the addition of oxalic acid which will be discharged with the effluent along with the surplus vegetable tanning agent.
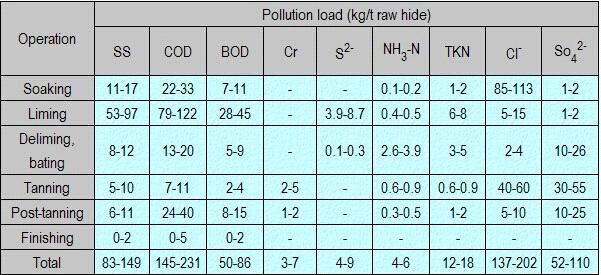
Summary of pollution loads discharged in effluents from individual processing operations
Government Regulations and Commercial Production Requirements on Discharge Level of Pollutants from Leather Production
The environmental impacts from tanneries originate from liquid, solid and gaseous waste streams and they arise from the consumption of raw materials such as raw hides, energy, chemicals and water. Furthermore, the nature of some of the processes and the materials consumed in those processes may potentially have an impact on health and safety at work, and possibly on soil and groundwater contamination.
The followings are some of the government regulatory and commercial requirements of pollution loads in leather production.
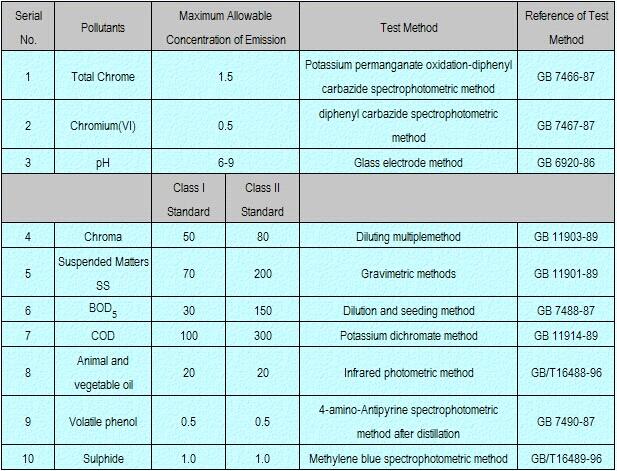
Regulation of Discharge of Pollution Load from Leather Production inChina
Maximum Allowable Concentration of Pollutants to be Discharged from Leather Production
GB 8978-1996 (Unit: mg/L)
Comparison of Discharge Standards for Tannery Waste Waters for Several Countries
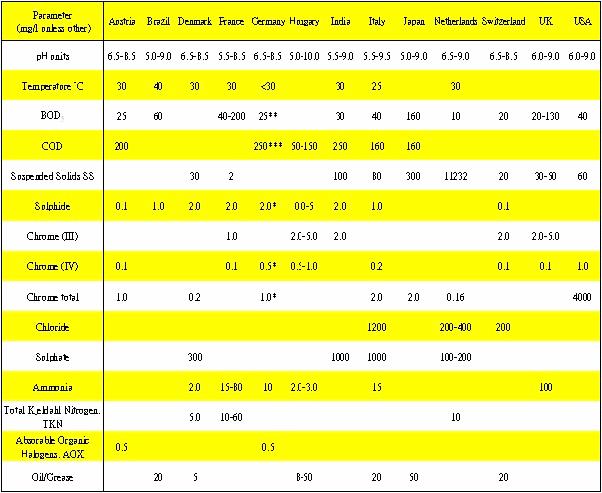
Remarks:
* in separate effluent, before mixing with effluent from other processes in the tannery. In case of combined treatment the limit is lower according to the mixing rate
** 25 or reduction by 97.5%
*** 250 or reduction by at least 90%
Methods for Determining the Amount of Hazardous Substances in Leather Product
Formaldehyde, azo dyes, pentachlorophenol and chrome VI are known as noxious and deleterious carcinogenic, not only seriously polluting the environment, but also impairing the human health. At present,European Union,Japanand especiallyGermanyhave applied a strict control upon leather imported from abroad containing noxious and deleterious substances. TheUnited Statesis formulating a relative regulations andChinaalso imposes strict limit upon leather and its products exported to these regions and countries……
Determination of the Performances of Car Seat Leather
Car seat is one of the main leading products in the global markets with promising market prospect. Leather used for car seats shall undergo more rigorous testing than leathers with other purposes, not only there are more varieties and number of testing, but also the requirements for testing are higher. It is revealed from survey that international organisations or countries concerned have not set forth the common standards and testing methods of car seat leathers. All standards for car seat leather are filed by all carmakers.
The test methods used for testing the performances of leather for car seats adopt the standard test methods stipulated by IUP and IUF under IULTCS. Some individual items adopt the standards stipulated by American Society for Testing and Material (ASTM).
Cleaner Technology for Leather Production
In order to reduce the ecological impact of leather production, industrialised countries applied cleaner technologies including waste minimisation and good housekeeping techniques at various stages of leather manufacture. The technologies introduced below are not just to consider as latest development from research units but being used on an industrial scale in European and North American tanneries.
Rawstock Preservation
Treatment of fresh hides and skins is the best solution to reduce salt pollution. Time elapsing between slaughtering and further treatment (e.g. beamhouse processing) must not exceed a few hours. Beyond this period, it is necessary to cool the hides and skins, either in ice or cold air……
The use of antiseptics with low effect on the environment can help to increase storage time of fresh or chilled hides and skins. Suitable preservatives include: TCMTB, Isothiazolone products, potassium dimethyl dithiocarbamate, sodium chlorite, benzalkonium chloride, sodium fluoride and boric acid……
Beamhouse processing
Apart from the use of less harmful antiseptics, a real clean technology that could be applied at this stage is the fleshing of green hides after soaking.
Compared to a classical “hair-dissolving”process, 30 to 50 % of COD reduction, in beamhouse effluent, can result from enzymatic or another hair saving treatment……
Tanning Operations
Chromium tanning salts are used today in 85 % of tanning processes. If its concentration in waste exceeds an acceptable level (about1 gper kg dry solid), it strongly limits any possibility of upgrading, or disposing of the waste at an acceptable cost……
Post-tanning operations
Post-tanning operations includes re-tanning, dyeing and fatliquoring. When the use of chromium is required for retanning operations, the same consideration should be given as for chrome tanning. For dyeing, some azo-dyes containing carcinogenic amino-components like benzidine, have also to be banned from tannery.
Fatliquoring oils used in the tannery are often composed with chlorinated alkan sulphonates and fatty acid methylester sulphonates that are now questionable because of the organic halogen quantities they can generate.
As a result of the regulations on absorbable organic halogens AOX, the chlorinated fatliquoring products will be replaced. Various substitutes are on the market to satisfy new laws in this field.
Finishing Operations
The use of water based finishes is fundamental for a cleaner process. Pigments must not contain any environmentally risky heavy metal or other restricted products.
Waste Minimisation and Good House Keeping
Four Main Principles of Waste Minimisation –4R
Replace, Reduce, Reuse, Recycle
Water Management
Through good management, water use can be reduced by 30-50% to 25 liters per kilograms (L/kg) of raw material.
Leather Processing Trials
Leather and leather products sometimes contain some hazardous substances like Cr6+. In order to eliminate or reduce the hazard of harmful chromium compounds in product and the waste after tanning, chrome free tanning technology such as vegetable tanning has been applied to different types of leather. Though chrome free type leather does not have characteristics comparable to chrome tanned leather such as resistance to high temperature, chrome free leather begins to be accepted by importers in developed countries. For instance, some infant shoes importers are demanding chrome-free leathers.
A series of trials for the development of chrome free processes including wet white pre-tanning and tanning, vegetable tanning, chrome free re-tanning were conducted by the project team. The experimentations started from beam house process, tanning, re-tanning and dyeing, and finishing. The raw materials selected for the experimentations include cow hide, goat skin and deer skin. During the trials, effluents from various stages of processing were collected for analysis of pollution load. While the leathers produced were evaluated in terms of strength and content of restricted substances.
Experimentation Plan
Three types of common raw materials, cow hide, goat skin and deer skin, are selected for the chrome free processing trials. The processing stages include beam house, pre-tanning, tanning, re-tanning and dyeing and finishing. Different processes after beam house have been conducted according to the end use of the leather produced.
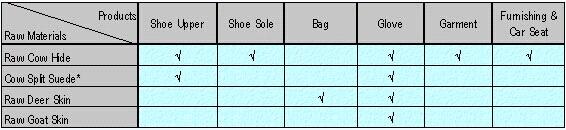
Input and Output for Trail
* The cow split suede is obtained from the raw cow hide after beam house process.
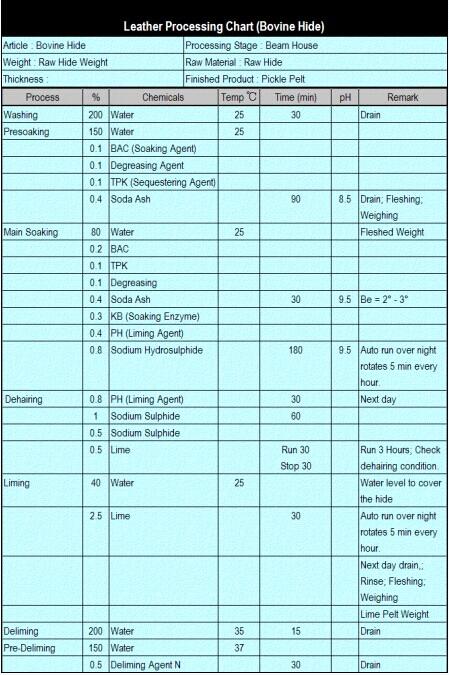
Details of the Processing Procedures of the Experimentations
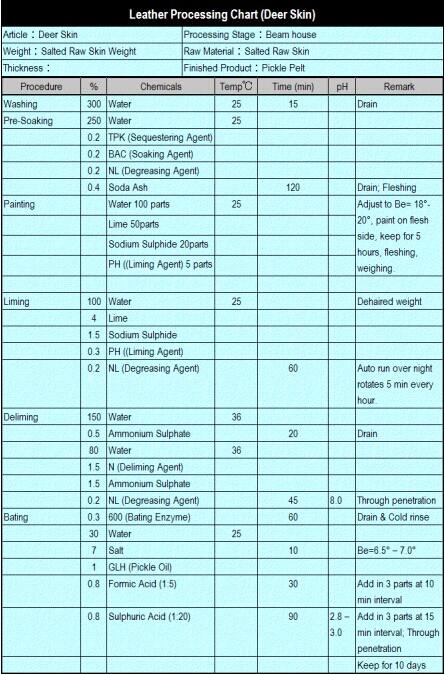
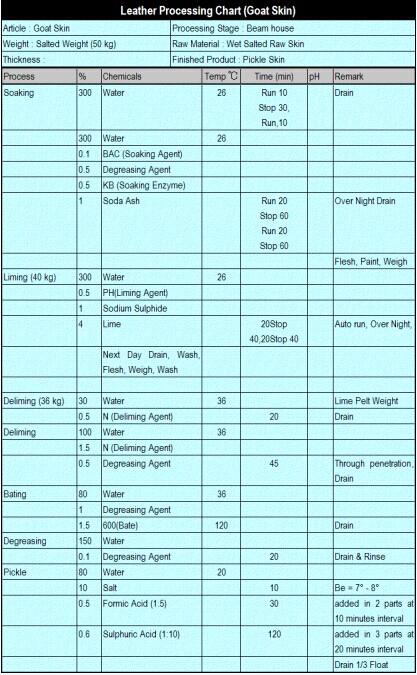
Application of Chemicals for Eco-Leather Production
Principle of Input Selection
• Banned products: never applied
• Materials with heavy pollution: to avoid or to reduce their use levels.
• To select alternatives with similar effects, taking costs and functions of the finished products into account.
• Natural or degradeable materials.
• Quality requirements of the finished products should not be affected after the application of the chemicals……
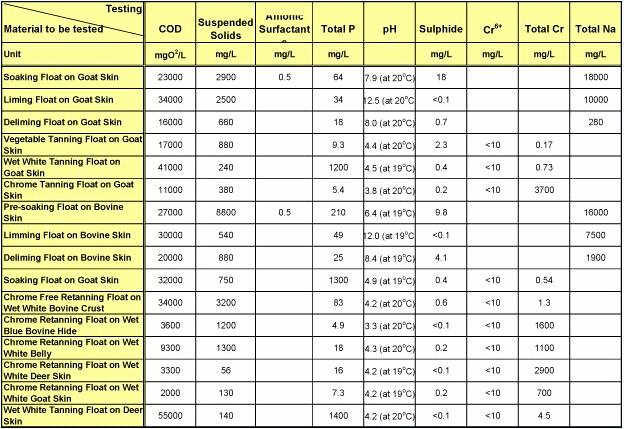
Testing Results of the Effluents Collected at Various Stages of the Experimentation Process
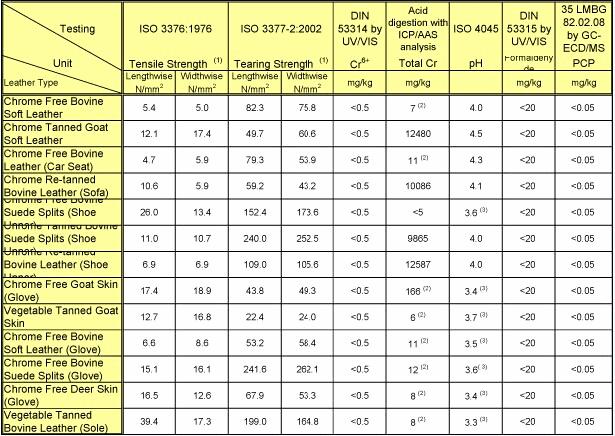
Testing Results of Leathers Produced from Experimentation
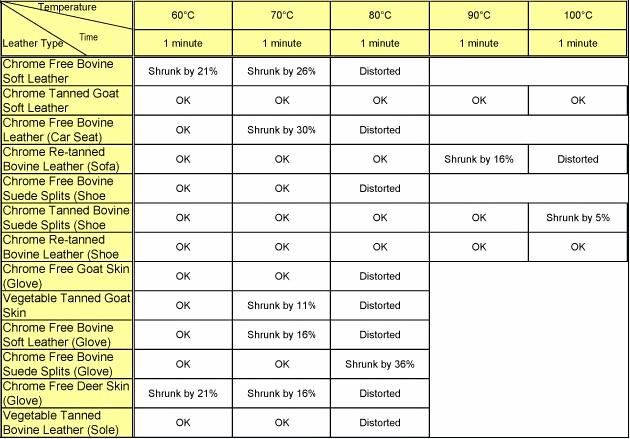
Shrinking Test Result of Leathers Produced from Experimentation
|
|
|
|
Gloves Made by Leather Specimen
from Experiment |
Shoes Made by Leather Specimen from
Experiment |


Conclusion
Originally, leather production is an environmentally friendly industry because the hide discarded as waste before is being processed into useful materials. This complies with the principle of effective use of resources. Apart from minimising waste creation, leather production helps in saving resources in a broad sense because less synthetic materials need to be produced for application to replace leather.
However, contemporary leather processing applies production technology and chemicals that causes environmental pollution. Furthermore, some manufacturers only look for profits and efficiency but ignore environmental protection. Due to this reason, leather industry is being classified as "Polluted Industry".
As people’s living standards are improving gradual there is a higher demand for environmental protection New standards promulgated every year for "Clean" products and control of the discharge of the discharge of solid waste and waste water. The purpose of studying in eco-technology in leather production is not just to fulfill the requirements of the environment protection department, but also to maintain the image of the company and undertake social responsibility to the community
Market for Eco-Leather Products
Requirements of Current Market
The requirements of current market for eco-leather products are based on the following aspects:
• As product knowledge increase, consumers demand for higher quality leather products increases.
• More chemicals are found to be hazardous to health and the environment.
• To maintain the product image and responsibility of environmental protection……
Future Needs
At present, the following products are being involved in eco-leather production, for example, car seats, glove leather, infant shoes and other product such as fashion trend of some apparel and bag leathers, are in favour of using the natural materials.
Production Practice
The product can achieve the pre-requisite specifications through careful planning; effective use of raw materials; careful material selection and preservation; careful process and chemical control; and product grading. Examples of planning and control during processing including use less salts and application of low temperature to preserve the hides so as to reduce the salt pollution in water and increase the freshness of raw hides.
Selection of Chemical Materials
The chemical auxiliaries and raw materials will be selected according to the following guidelines:
• To abandon usage of noxious and banned materials, that adversely affect the ecology, these include azo dyes derived from prohibited amines, chrome VI, anti-fungus and anti-mildew agents, etc.
• To reduce usage of pollutants as much as possible or completely replace them with materials containing low sulphur, low salt, low aldehyde……
• To replace most of the materials containing metal or synthetic materials by natural materials.
Modification of the Manufacturing Process for Eco-leater
Certain machinery and equipment in a factory should be modified for optimising the operation in order to meet the requirements of environmental protection. Better co-ordination among production, machine speed, machine output and operators can lead to high efficiency.
Production of eco-leather will involve all aspects of a tannery including management, materials, operating procedures and company culture. The key to success is promotion of the company culture of which is an continuous improvement process.
All through the entire manufacturing process, we shall make an overall scheme for the filtration, recycling and reuse of wastes. Supported by appropriate equipment, materials and working procedures, the workload of the end-of-pipe waste treatment will be released and leads to further enhancement of savings in handling large volume of waste in a rapid and economical way.
